Longevity
VacuGlaze has a long-lifespan of more than 50 years.
How many years can the energy-saving effect last after passive houses are built? The lifespan of the window glass has a significant impact on it. VacuGlaze has excellent thermal insulation performance and completely solves the problems of air-sealing rubber leakage and oxidative failure of LOW-E film, which plagues double or triple-glazing windows.
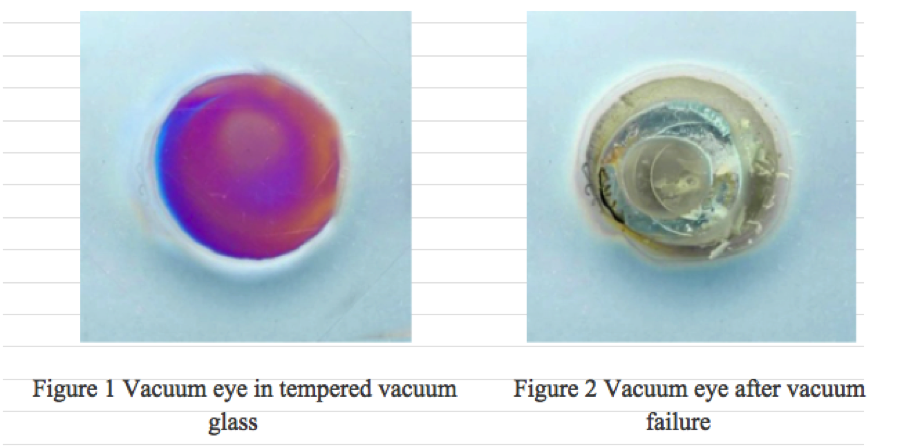
Increased strength and complete thinness make installation and use easier. The intimate design of the “vacuum eye” in the middle of VacuGlaze allows the user to know the integrity of the windows at any time, saving the trouble of not knowing that the window heat preservation fails.
Passive house construction has been widely promoted worldwide since its introduction in 1988. High-insulation, high-sealing building facades, doors, and windows achieve low energy consumption. However, many early-built passive houses' glass seals are already failed or partially failed without any signs from the outside. We have done some valuable explorations in comparison to different types of glass to identify this problem.
Table 1 Comparison of service life of three types of glass
|
|
VacuGlaze |
Other vacuum glass |
Double / Triple / Quadruple glazing |
|
|
Indicator of the thermal integrity |
Yes |
No |
No |
|
|
The lifespan of edge seal |
Long |
Long |
Short |
|
|
LOW-E film lifespan |
Long |
Long |
Short |
|
|
Service life |
Strength |
Good |
Variable |
OK |
|
Thinness and lightness |
Good |
OK |
Variable |
|
1. The user needs to know the insulation life of the window glass at any time.
Whether the glass as the primary material of the window is still energy-saving during use, there is no simple and feasible evaluation method for users and manufacturers. It is impossible for everyone to use expensive and complicated professional testing instruments to monitor every piece of glass every day. This leads to a large number of inferior products flooding the market, the overall energy consumption is more, and users have no knowledge of why their bill is getting higher and higher.
We placed a vacuum eye around a fingernail size made of sodium which is super active with oxygen.
When the internal vacuum degree is constant, the vacuum eye remains unchanged in colour. When the degree of vacuum drops, the vacuum eye starts to change colour and eventually cracks and disappears.
The disappearance of the vacuum eye indicates that the conduction and convection in the glass are significantly increased; it also suggests that the LOW-E film will soon be oxidized, and the radiation heat transfer will be significantly increased; that is, the glass's thermal insulation is failing. Users can monitor the life of their windows at any time through this vacuum eye.
So what causes the failure of various glasses? The following will elaborate on three aspects:
2. Comparison of edge sealing life of several materials
2.1 Inorganic low melting point glass edge sealing performance
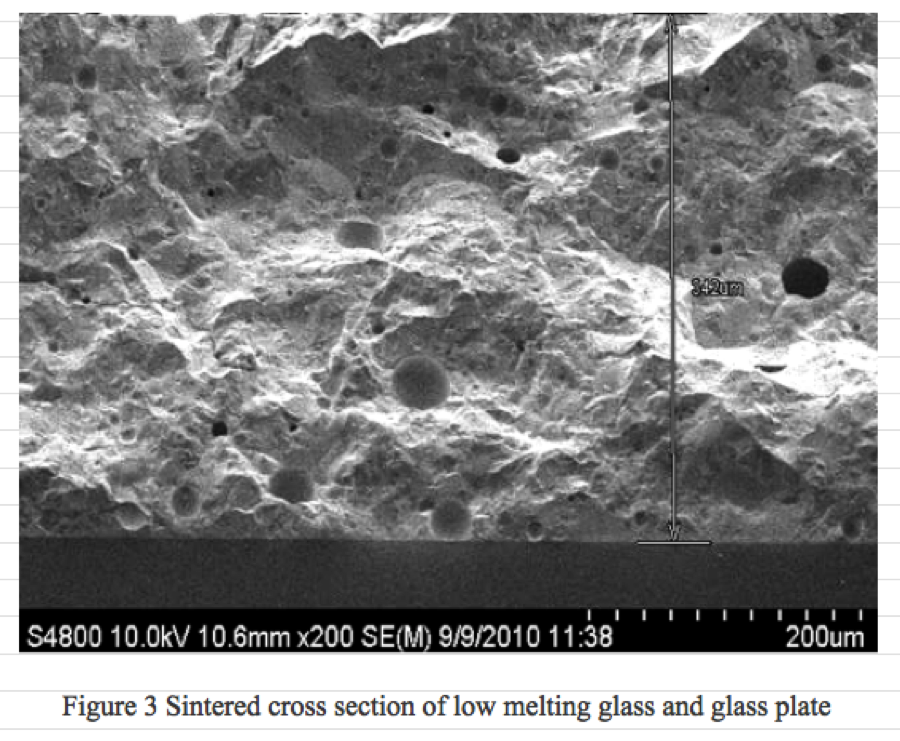
Low-melting-point glass originated from Chinese ancient glaze more than 2,000 years ago and is the oldest glass variety in the world. Low-melting glass is commonly used in vacuum sealing between glass, metal and ceramics in electronic devices, and has wide applications in household appliances, vehicles, aerospace, and other fields. Since Tang Jianzheng produced the world's first vacuum glass sample at the University of Sydney more than 20 years ago, low-melting-point glass is the only time-proven qualified vacuum glass edge banding material. The low-melting-point glass melts and infiltrates with the flat glass to form a chemical bond between the atoms, and after cooling, becomes a dense whole with the glass plate. Its air tightness, strength, weather resistance, and service life are comparable to those of glass panels and can withstand various harsh climates. The life of VacuGlaze can reach 50 years. (Figure 3)
We developed a low-melting glass with a sealing temperature of 430 °C for the sealing of vacuum glass originally. However, when we tried to produce tempered vacuum glass, we found that the tempered glass was annealed into an ordinary glass at a high temperature of 430 °C.
Through unremitting efforts, we successfully produced tempered vacuum glass by using an infrared local heating method later on. The state of debris during testing reached the industry standard for toughened glass.
The infrared local heating method has low production efficiency, a complicated process, and low yield, which prompted us to further develop a lower melting point sealing glass. A lead-free low-melting glass sealed at a temperature of 360 °C and a lead-containing low-melting glass at 300 °C were successively introduced. These low-melting glass materials are suitable for various tempered vacuum glass manufacturing processes, meeting the requirements of production efficiency and yield.
2.2 Low melting point alloy edge sealing performance
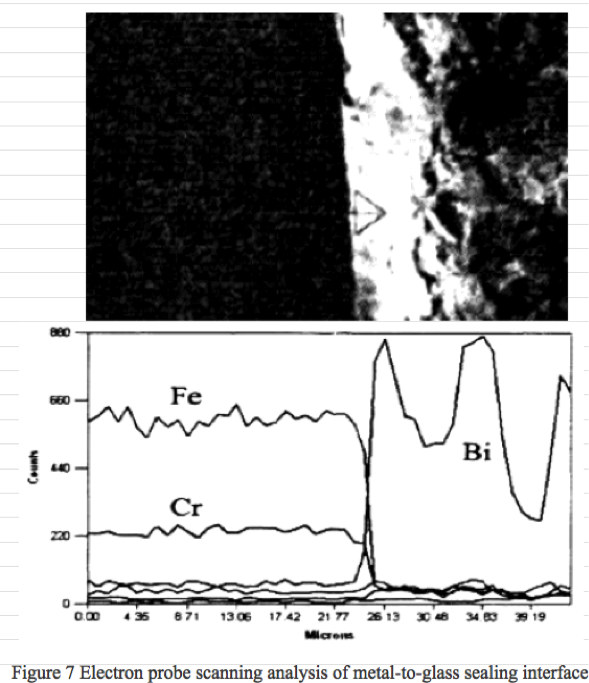
Vacuum sealing of glass and metal is also a mature technology. In the finished product, glass and metal penetrate each other at the interface to form a firm and dense vacuum sealing layer that it is often used in small electronic devices.
Large-size glass-to-metal connections are commonly found in the firing of conductive silver paste on automotive backstops. We have also tried to seal the vacuum glass by means of a low melting point alloy having a melting point of less than 350 ° C. It has been found that the low melting point alloy does not currently meet the sealing and strength requirements.
In the process of glass tempering, the silver paste is firmly adhered to the surface of the glass plate by the low-melting glass powder in the silver paste. While the low-melting glass melts during the tempering process, the glass melt fully wets the glass by capillary action. The surface of the board is wrapped with silver powder to hold the silver powder on the surface of the glass sheet. The silver powder melts and interconnects in the glass melt and re-solidifies with the tempering cooling process to form a non-dense silver layer. When the content of the low-melting glass is small, the silver powder is difficult to adhere on the glass plate. When the glass powder content is high, the adhesion between the silver layer and the glass plate is good, but the glass powder floats on the surface of the silver layer during the tempering, and the silver layer and the low melting point alloy are difficult to weld. However, no matter how it is adjusted, the formed silver layer is not dense enough, and there is a gas leakage passage. Although it can meet the electrical conductivity requirements of the rear end of the automobile after welding with the low melting point alloy, it cannot meet the vacuum sealing requirements of the vacuum glass. Even if vacuum is occasionally obtained on small-sized products, it is difficult to meet the harsh manufacturing, transportation, installation, and use requirements of glass because sufficient welding strength is not obtained.

|
Fig. 8 SEM image of silver powder |
Fig. 9 SEM image of surface state after sintering of silver paste |
Fig. 10 SEM image of cross section state after sintering of silver paste |
2.3 Organic rubber edge sealing performance
In the current production of insulating glass, organic rubber edge sealing is commonly used. The gas permeability of the organic gum used is shown in the following table:
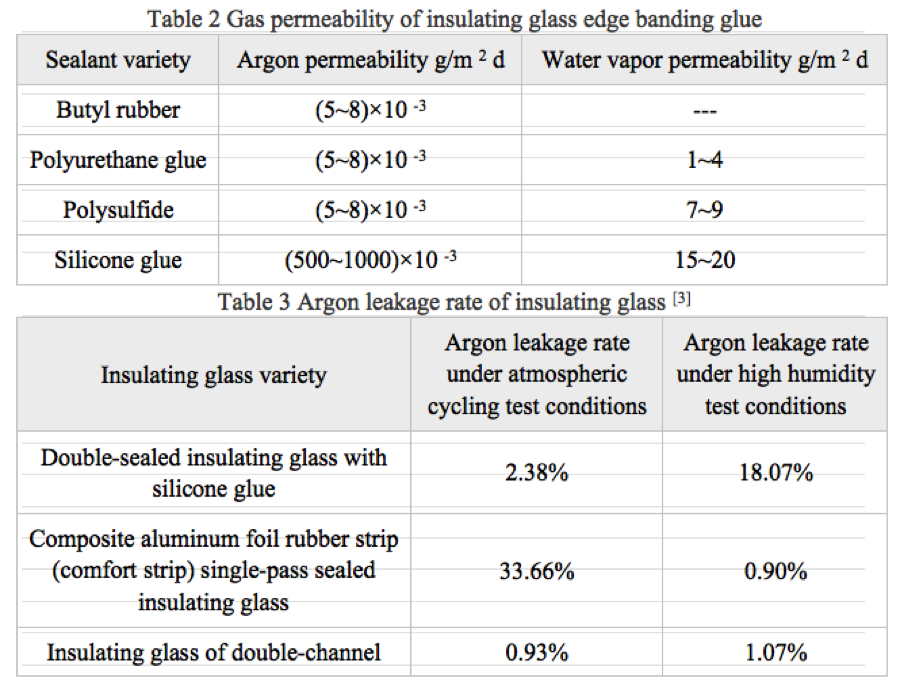
According to the law of partial pressure, for the current argon-filled four-glass three-chamber insulating glass, the rate of argon gas permeating through the two-way sealant is 2.4 times faster than the penetration of outside air into the hollow glass, so the tendency of leakage is inevitable. This defect of the organic glue causes the argon gas in the hollow glass, and thus the internal pressure, to gradually decrease, the surface of the glass to bend inward causing stress on the edge of the glass and thus allowing opening and bursting to occur. Some manufacturers in the world promise to guarantee the life of the sealant for 25 years, but from the practical point of view, most of the hollow glass windows have been filled with water within less than ten years, and the glass has failed.
At the beginning of the development of vacuum glass, we also tried to seal with organic glue, and found that the current organic glue cannot meet the requirements.
3, LOW-E film life comparison in three kinds of glass
At present, the best energy-saving effect is off-line three-silver LOW-E coated glass, and off-line double-silver LOW-E coated glass is also used more, but these two silver films are easily oxidized, so they are often used for tempered vacuum glass or argon-filled gas insulating glass. As long as the "vacuum eye" exists in the tempered vacuum glass, it indicates that the internal vacuum perfectly protects the off-line LOW-E coated glass. However, due to air leakage, it is difficult for the insulating glass to protect the off-line LOW-E coated glass from oxidation.
In addition, in the vacuum box method and the gas replacement method used for filling the argon gas of the four-glass three-chamber hollow glass, the air replacement method, which is inferior in the domestic use, is commonly used. No matter which one is used, there is a case where the argon gas is insufficient. The UK standard requires that the level of argon gas filled by the manufacturer reaches 90%, but a large number of sampling results show that the argon gas in a large number of hollow glass units is a lot less, plus with the leakage of organic glue, the argon in the hollow glass during use is even lower. Under such conditions, the oxygen in the four-glass three-chamber hollow glass has already oxidized the LOW-E film and the unit that meets the standard on delivery quickly exceeds the standard during use, and therefore does not reach the design life.
4. Comparison of service life of three kinds of glass
4.1 Influence of strength on life
The maximum principal stress of the glass in a monolithic glazing is concentrated at the corners of the edge of the glass, which reduces its wind pressure resistance. The maximum principal stress of the insulating glass is in a non-uniform decreasing form. Both have no uniform stress distribution of vacuum glass [4].
The tempered vacuum glass presses two pieces of glass tightly together due to atmospheric pressure to form a whole, and the wind pressure resistance is nearly twice that of the four glass three-chamber insulating glass. In addition, the spherical support used at that time forms a Brinell hardness indenter effect on the glass surface, and the inner surface of the ordinary vacuum glass is pressed out. The pits, stress concentration and micro-cracks are difficult to see by visual observation [5], when the user suddenly ruptured the vacuum glass at the support part during use, which affected the market promotion.
At present, the introduction of tempered vacuum glass has completely solved this problem. And because it has experienced high temperature hot dip at around 300 °C during its production process, the risk of self-exposure of tempered glass is much lower than that of four-glass three-chamber insulating glass, and its life expectancy is better.
4.2 The impact of thinness on life
The window is laborious and dangerous during the installation process. Whether it is to install the glass after the window frame is installed at the construction site, or to make the finished window at the window factory and to transport to the construction site for one-time installation, the design and on-site construction personnel hope to adopt thin and light products. This is not only conducive to on-site construction but also beneficial to the strength of the wall structure of the passive house, the setting of the insulation layer and the maintenance of the window. These are good for the life of the passive house.
However, the triple glazing and quadruple glazing is thick and heavy. To accommodate it, the window frame must be thick and heavy, and the hardware and other materials are correspondingly thickened.
The introduction of tempered vacuum glass makes the need to recombine hollow or laminate redundant, which achieves lightness and thinness while meeting safety requirements, ultimately liberating the designers and construction personnel of passive houses and saving energy and materials. Whether it is the south or the north of the passive house, it can provide users with large windows, larger views, and superior lighting. The value of the developer’s home has been improved.
5 Conclusion
VacuGlaze is sealed by the low-melting-point glass edge, which completely solves the problem of the leakage of edge-sealing rubber which plagues the double/triple/quadruple glazing. At the same time, it solves the problem of rapid oxidation failure of the LOW-E film in these glasses; The realisation of lifting and thorough thinning makes the life of the passive room window greatly improved, and the glass life can reach more than 50 years. The intimate design of the “vacuum eye” in VacuGlaze allows users to know the life of their windows at any time. Users can understand and use it with confidence. VacuGlaze makes passive room windows a true advanced product.